Preparing New Part
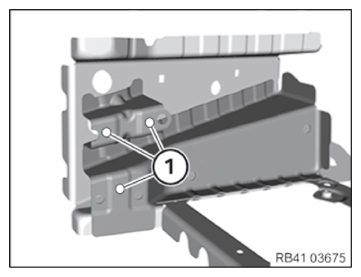
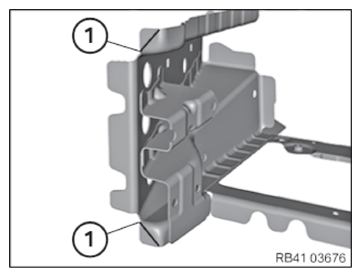
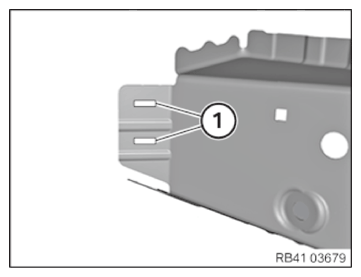
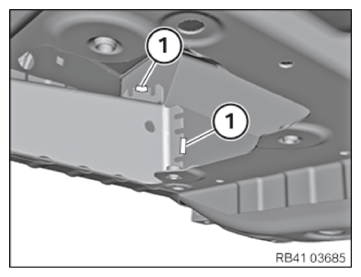
- In areas (1), set the bores with Ø 10 mm for plug-welding.
- Mark and make the separating cuts (1) as shown.
- Mark and make the separating cut (1) according to the separating cut on the vehicle with an addition for material of 2 to 3 mm.
- Position the new part in the area of the severance cut outwards.
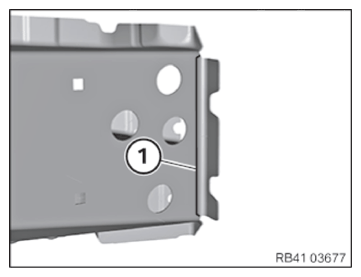
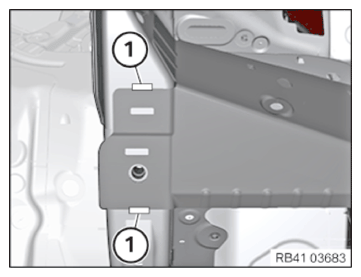
- Make two elongated holes (1) at 7 x 25 mm for MAG weld seams. Make elongated holes using single-handed angle grinder.
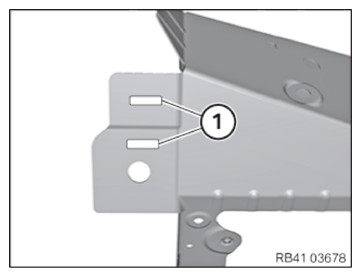
- Make two elongated holes (1) at 7 x 25 mm for MAG weld seams.
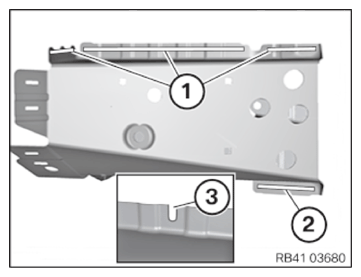
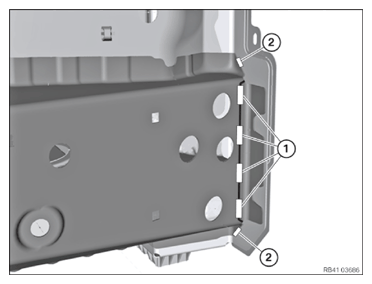
- In areas (1) and (2), create recesses (3) at 7 x 10 mm for plug-welding. Create the recesses with a single-handed angle grinder. Number and position as for the serial welding points.
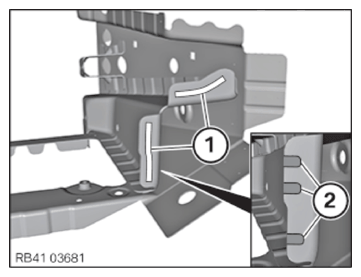
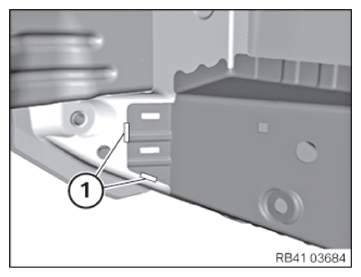
- In areas (1), create recesses (2) at 7 x 10 mm for plug welding. Number and position as for the serial welding points.
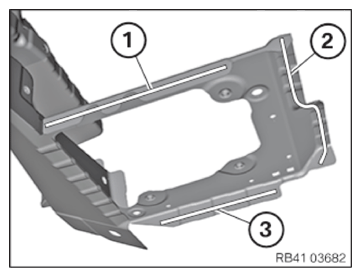
- In areas (1) to (3), prepare for standard plug welding. Quantity and position analogue to series weld points.
- Fit in new part.
- In areas (1), prepare MAG weld seams with a length of 20 mm.
- In areas (1), prepare MAG weld seams with a length of 20 mm.
- In areas (1), prepare MAG weld seams with a length of 20 mm.
- In areas (1), prepare MAG weld seams with a length of 20 mm and a distance of 20 mm.
- In areas (2), prepare MAG weld seams with a length of 10 mm.
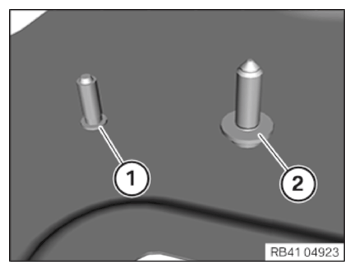
Replacing the coarse thread bolts and threaded weld bolts, surface steel
NOTE: Schematic diagram is for example purposes. Some parts may differ in certain details. - Take the number and position from the component to be replaced or the installed parts.
- Renew the coarse thread bolt (1) and the threaded weld bolt (2).
Parts: Coarse thread bolt (1), threaded weld bolt (2)
- Weld the coarse thread bolt (1) and threaded weld bolt (2) onto the new part.