Installing the injectors for the cylinders 1 to 3
NOTE:
TECHNICAL INFORMATION
When assembling, it is essential to observe screwing sequences and tightening torques.
Failure to comply with the regulations can lead to leaks and damage.
When assembling, it is essential to observe screwing sequences and tightening torques.
Failure to comply with the regulations can lead to leaks and damage.
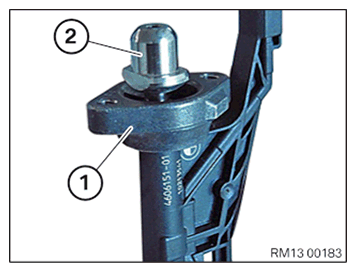
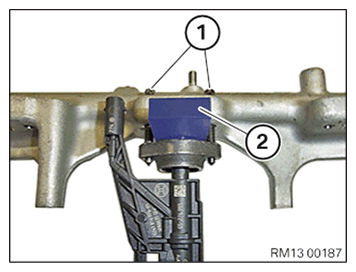
- Mount the holder (1) above the bayonet fitting (2) on the injector.
- If the holder
(1) has a cast lug
: Ensure that the installation position of the holder is correct.
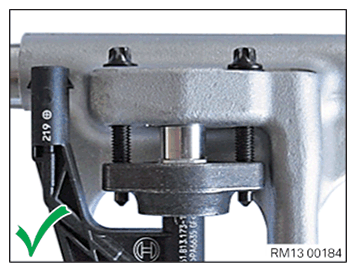
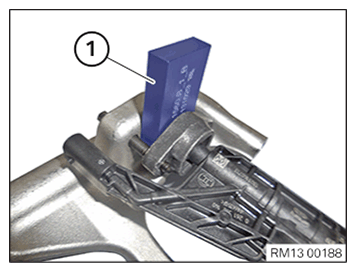
- Observe the position of the cast lug:
The holder is mounted correctly when the cast lug lies in the rear.
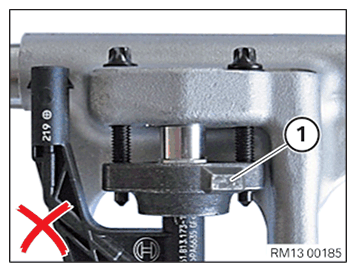
- Observe the position of the cast lug:
The holder is mounted incorrectly when cast lug (1) lies in the front.
NOTE: RISK OF DAMAGE
Damage to injectors.
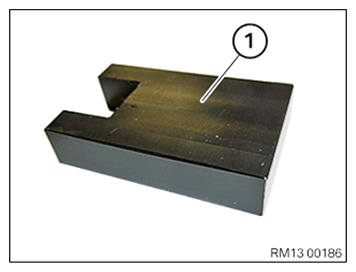
Weld seams on the injector may tear due to incorrect distances between the rail and injector so that the injector must be replaceed.- Insertion of the distance gauge is compulsory.
- Replace distance gauge, if a thickness of 8.5 mm is no longer given in the distance gauge.
- Use special tool 2 358 022 (1).
- Replace (M5x30) screws.
Parts : Screws (M5x30)
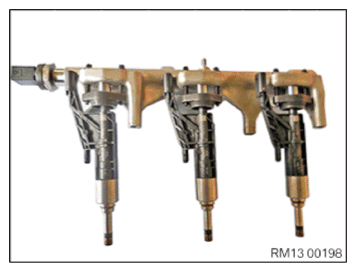
- Mount the injectors with the holders and the bolts (M5x30) (1) on the rail.
- Place the rail on a clean table that the openings on the rail for the injectors point upwards.
The electrical injector connections must point in the direction of the fuel pressure sensor.
- Slide the special tool 2 358 022 (2) between the holders and the rail onto the injector head.
- Make sure that the special tool 2 358 022 (2) rests flat on the retaining bridge.
- Hand-tighten both screws (M5x30) (1) evenly until the special tool 2 358 022
(2) rests flat against the rail and the holder.
- Remove special tool 2 358 022 (1).
- Repeat this operation for all injectors.
- Check injectors for loose fit at the rail.
- Align the electrical injector connections parallel to the rail.
The injectors must be able to move freely.
- Change screws (A) to (D).
Parts : Screws
- Attach the rail (1) with the injectors to the cylinder head from the top.
- Ensure that the injector tips hit the bores provided in the cylinder head for the injection in the cylinder head.
- Ensure that the guides on the injector are slid correctly into the guide bore holes in the cylinder head.
- Press down until resistance can be felt, position screws (M6x70) (A), (B), (C) and (D), and turn them until hand-tight.
- Set torque wrench to 2 Nm.
- Tighten the screws (A,) (D), (B) and (C) in alternating order by 90°
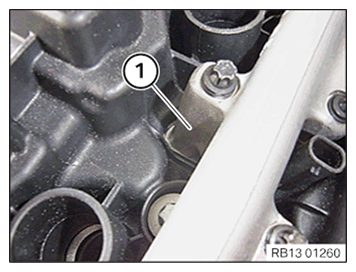
each with the torque wrench until the rail is positioned flush on the cylinder head.
The illustration shows the rail lying flat on the cylinder head.
NOTE: TECHNICAL INFORMATION
When assembling, it is essential to observe screwing sequences and tightening torques.
Failure to comply with the regulations can lead to leaks and damage. - Tighten screw (A) by 5 Nm.
- Tighten screw (D) by 5 Nm.
- Tighten screw (B) by 5 Nm.
- Tighten screw (C) by 5 Nm.
- Connect and lock the connector (2).
The connector (2) must engage audibly.
- Make sure that the rail (1) rests flat against the cylinder head.
- Insert a wrench socket set into an extension.
Do not use a reversible ratchet or torque wrench.
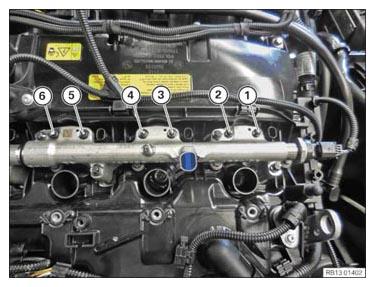
- Hand-tighten the screws (M5x30) respectively in pairs (1) with (2), (3) with (4), (5) with (6)) alternatively with 90°.
- Set torque wrench to 5 Nm.NOTE: TECHNICAL INFORMATION
When assembling, it is essential to observe screwing sequences and tightening torques.
Failure to comply with the regulations can lead to leaks and damage. - Tighten the screws (M5x30) according to the following pattern:
- Fuel injector 1:
- Tighten screw (1) at an angle of rotation of 90° ±15° with the torque wrench.
- Tighten screw (2) at an angle of rotation of 90° ±15° with the torque wrench.
- Repeat the steps for screws (1) and (2) until 5 Nm is achieved for the two screws.
- Fuel injector 2:
- Tighten screw (3) at an angle of rotation of 90° ±15° with the torque wrench.
- Tighten screw (4) at an angle of rotation of 90° ±15° with the torque wrench.
- Repeat the steps for screws (3) and (4) until 5 Nm is achieved for the two screws.
- Fuel injector 3:
- Tighten screw (5) at an angle of rotation of 90° ±15° with the torque wrench.
- Tighten screw (6) at an angle of rotation of 90° ±15° with the torque wrench.
- Repeat the steps for screws (5) and (6) until 5 Nm is achieved for the two screws.
- Mark all bolts (1) to (6) with a line (see figure).
- Tighten screws using an angle of rotation.
- Tighten the screw (1) with an angle of rotation of 90° ±15°.
- Tighten the screw (2) with an angle of rotation of 90° ±15°.
- Tighten the screw (3) with an angle of rotation of 90° ±15°.
- Tighten the screw (4) with an angle of rotation of 90° ±15°.
- Tighten the screw (5) with an angle of rotation of 90° ±15°.
- Tighten the screw (6) with an angle of rotation of 90° ±15°.
- Check if all bolts (1) to (6) have been tightened with a 90° ±15° angle of rotation.
All markings (lines) must be horizontal (see Figure).
- Release bolts (M6x70) (A) to (D).
The screws must be released.
NOTE: TECHNICAL INFORMATION
When assembling, it is essential to observe screwing sequences and tightening torques.
Failure to comply with the regulations can lead to leaks and damage. - Tighten screw (A) by 5 Nm.
- Tighten screw (D) by 5 Nm.
- Tighten screw (B) by 5 Nm.
- Tighten screw (C) by 5 Nm.
- Mark all the bolts (A) to (D) with a vertical line (see Figure).
- Tighten bolts (M6x70) (A) to (D) with an angle of rotation of 90°.
- Check if all screws (A) to (D) were tightened with an angle of rotation of 90°.
All marks (lines) must be horizontal (see figure).
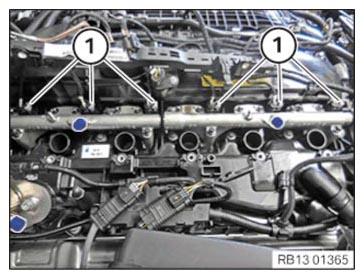
- Connect and lock all the connectors (1) to the injectors.
All connectors (1) must engage audibly.
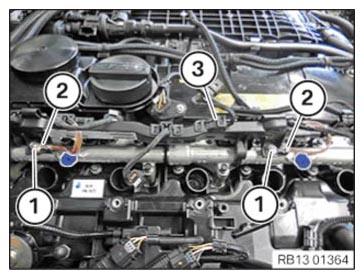
- Thread the cable channel (3) in and install.
- Thread in ground cable (2) and install.
- Tighten nuts (1).TIGHTENING TORQUES SPECIFICATION
Ground cable to rail M6 Tightening torque 5 Nm