Check the end clearance of the new piston rings
Prerequisite
Cylinder barrel is cleaned. Cylinder was measured and is within the permissible tolerances.
NOTE:
Schematic diagram is for example purposes. Some parts may differ in certain details.
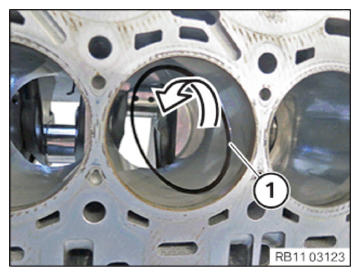
- Place new piston rings (1) into the cylinder to be measured and turn through 90° in direction of the arrow.
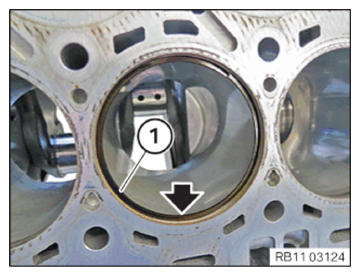
- Position all new piston rings (1) in succession
in the cylinder barrel below the top dead center (arrow).
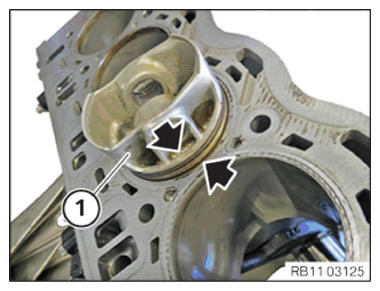
- Press in all new piston rings in succession with the help of the piston (1) up to the last annular groove (arrows) in parallel.
Check
- In succession, measure the end clearance of all piston rings as shown with a feeler gauge.
- Determining the correct set of the piston ring (see applicable BMW parts catalogue):

| Engine | Set of the piston rings | Pistons | End clearance piston rings, top (plain rectangular compression ring) | End clearance piston rings, middle (taper faced piston ring) |
|---|---|---|---|---|
| B38M1 ECE | 8 693 017 | 8 678 931 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B38M1 ECE | 8 693 017 | 9 494 399 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B48M1 ECE | 8 693 017 | 8 678 931 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B48M1 ECE | 8 693 017 | 9 494 399 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B38M1 CN | 8 693 017 | 8 678 931 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B38M1 CN | 9 847 276 | 8 681 079 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B48M1 CN | 8 693 017 | 8 678 931 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B48M1 CN | 9 847 276 | 8 681 079 | 0.2 - 0.3 mm | 0.2 - 0.3 mm |
| B48O1 ECE+CN | 8 693 017 | 8 678 934 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
| B48T1 ECE+CN | 9 846 014 | 9 488 343 | 0.2 - 0.3 mm | 0.2 - 0.3 mm |
| B58M1 | 9 847 276 | 8 681 079 | 0.2 - 0.3 mm | 0.2 - 0.3 mm |
| B58O1 | 9 693 017 | 8 678 934 | 0.2 - 0.3 mm | 0.4 - 0.6 mm |
Desired State
- The end clearance of the piston rings is within the tolerance.
Result
» The end clearance of the piston rings is outside of the tolerance.
Measure
- Check cylinder for wear; measure the cylinder if necessary.