Checking the end clearance of the new piston rings
Prerequisite
Cylinder path is cleaned. Cylinder was measured and is within the permissible tolerances.
NOTE:
Schematic diagram is for example purposes. Some parts may differ in certain details.
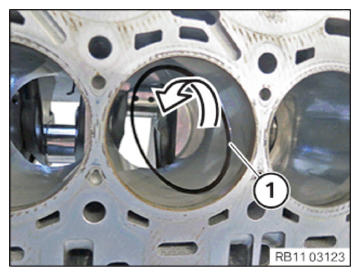
- Insert new piston rings (1) in the cylinder to be measured and turn by 90° in arrow direction.
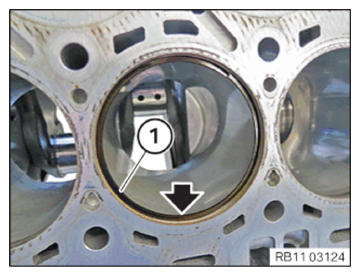
- Position all new piston rings (1) one after the other
in the cylinder path below the upper dead center (arrow).
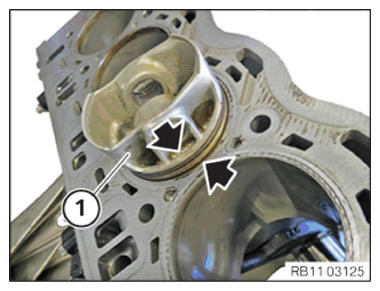
- Press all the new piston rings in consecutive order
using piston (1) up to the last annular groove (arrows).
Check
- Measure the end clearance of all the piston rings in consecutive order with a feeler gauge as shown.
- Determining the correct set of the piston rings (see applicable BMW parts catalogue):
Engine Set of piston rings Pistons End clearance of the upper piston rings (plain rectangular compression ring) End clearance of the piston rings in the center (taper faced piston ring) B38M1 ECE 8 693 017 8 678 931 0.2 - 0.3 mm 0.4 - 0.6 mm B38M1 ECE 8 693 017 9 494 399 0.2 - 0.3 mm 0.4 - 0.6 mm B48M1 ECE 8 693 017 8 678 931 0.2 - 0.3 mm 0.4 - 0.6 mm B48M1 ECE 8 693 017 9 494 399 0.2 - 0.3 mm 0.4 - 0.6 mm B38M1 CN 8 693 017 8 678 931 0.2 - 0.3 mm 0.4 - 0.6 mm B38M1 CN 9 847 276 8 681 079 0.2 - 0.3 mm 0.4 - 0.6 mm B48M1 CN 8 693 017 8 678 931 0.2 - 0.3 mm 0.4 - 0.6 mm B48M1 CN 9 847 276 8 681 079 0.2 - 0.3 mm 0.2 - 0.3 mm B4801 ECE+CN 8 693 017 8 678 934 0.2 - 0.3 mm 0.4 - 0.6 mm B48T1 ECE+CN 9 846 014 9 488 343 0.2 - 0.3 mm 0.2 - 0.3 mm B58M1 9 847 276 8 681 079 0.2 - 0.3 mm 0.2 - 0.3 mm B5801 9 693 017 8 678 934 0.2 - 0.3 mm 0.4 - 0.6 mm Desired state
- The end clearance of the piston rings is within the tolerance.
Result
» The end clearance of the piston rings is outside of the tolerance.
Measure
- Check the cylinder for wear; if necessary, measure the cylinder.