SPOT-WELD BONDING STEEL COMPONENTS - (530i 2017-2022, 530i xDrive 2017-2022, 530e PHEV 2018-2022, 530e xDrive PHEV 2018-2022, 540i 2017-2022, 540i xDrive 2017-2022, M550i xDrive 2018-2022)
IMPORTANT:
Comply with the following
Safety regulations. Refer to INFORMATION ON HAZARDS (530I, 2017-2022) or SAFETY AT WORK - (530I, 2017-2022) .
Handling electrical system, electronics, airbags and restraint systems. Refer to HANDLING AIRBAGS AND RESTRAINT SYSTEMS (530I, 2017-2022) or HANDLING ELECTRICAL SYSTEM AND ELECTRONICS (530I, 2017-2022) .
Handling electrical system, electronics, airbags and restraint systems. Refer to HANDLING AIRBAGS AND RESTRAINT SYSTEMS (530I, 2017-2022) or HANDLING ELECTRICAL SYSTEM AND ELECTRONICS (530I, 2017-2022) .
- Beginning with E65 the spot-weld bonding process is used to increase vehicle rigidity. In partial body areas, a 1-component adhesive is applied to the spot flanges and this is followed by resistance pressure spot welding. The adhesive is hardened only after the paint drying process (at approx. 180°C).
- In the case of repairs, adhesive is not applied to the spot flanges. The number of welding spots is doubled as a substitute for the omitted adhesive.
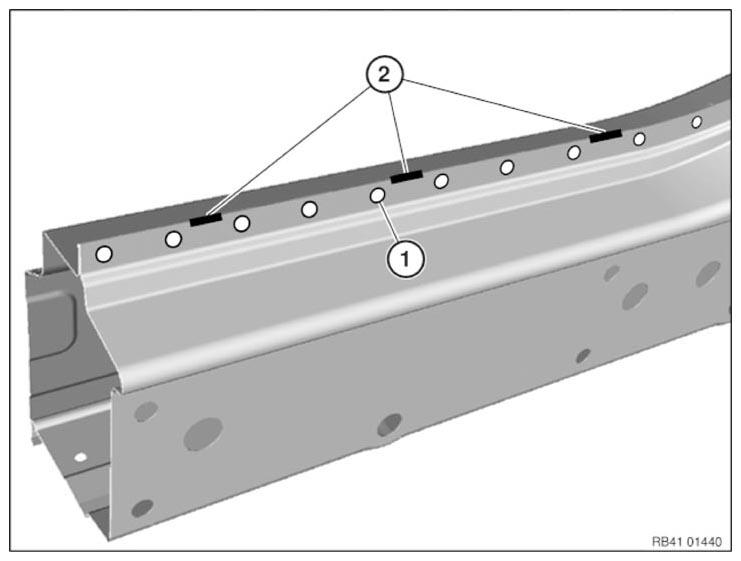
- Minimum distance between welding spots (1) is 25 mm. Important: The minimum distance must not be undershot! If there is not enough space for twice the number of resistance weld points, each non-made resistance weld point must be replaced by a MAG weld seam (2). Length of a MAG weld seam = 20 mm. Set the MAG weld seams at equal intervals distributed on the face.
- The following procedures are used as a substitute for spot-weld bonding:
- MAG welding (MAG welding)
- Resistance pressure spot welding (referred to in the following and in the repair instructions as spot welding).
- Adhesive is not applied between the spot flanges on new parts in the case of 2- or multi-sheet joints. Areas which cannot be reached by the spot-welding tongs can be joined by MAG plug welding. The number of welding spots is doubled as a substitute for the omitted adhesive.
- Exceptions (e.g. E65) are described in the relevant repair instructions. Apply welding spots to existing welding spots on new part. This is necessary because the adhesive between the spot flanges of the new part acts as an insulator.
-
CAUTION: Extract smoke and fumes during welding work.